OrchardMAX won the 2016 Canadian Agri-Marketing Association’s “Certificate of Merit” in the Mobile Apps Category.
2022 Update
OrchardMAX was developed in 2016. iOS and Android have moved on since then, so the links to the app no longer function. Maintaining this app for new operating systems requires a capitol expense which, presently, we have not explored. If you have some interest in exploring the model, reach out to jason@sprayers101.com and we’ll send you a copy that will work on Excel.
What is OrchardMAX?
OrchardMAX is a free app developed by the Ontario Ministry of Agriculture, Food and Rural Affairs to improve sprayer efficiency and effectiveness in apple orchards. The app is based on the Crop-Adapted Spraying (CAS) model, which was tested in semi-dwarf and high-density apple orchards in Ontario and Nova Scotia from 2013 to present day. The primary goal of the app is to help the sprayer operator achieve consistent coverage, no matter the architecture of the orchard block, throughout the season. Research has demonstrated that following the process improves coverage while reducing wasted spray by an average of 20% over the season.
OrchardMAX will:
Accept Metric or US Imperial units
Create an inventory of your orchard airblast sprayers
Create an inventory of your orchard blocks
Determine optimal sprayer settings based on the average size, shape and density of the trees in the block
Propose a pesticide dose for each block, including ideal nozzle rates, water volume and product(s) per tank
Develop a permanent spray record that can be emailed to the user for archival
Calculate work rates and estimate productivity
OrchardMAX won’t:
Exceed label rates
Calibrate your sprayer
Confirm spray coverage
Account for environmental conditions such as wind, humidity or temperature
Advise a volume below 400 L/ha (about 42.5 US g/ac)
Advise a dose that is less than 1/2 the label rate (that may seem low, but consider a first-year planting)
Recognizing that this app can only approximate ideal sprayer settings based on data entered by the user, sprayer adjustments are still required on the part of the sprayer operator. Specifically, the sprayer operator must still calibrate and adjust the sprayer air to match the tree and the environmental conditions and confirm coverage using water-sensitive paper.
Why you should try it
Financial savings: The app will help you match your sprayer settings to the crop you’re trying to protect. That means you will find out if you are over- or under-spraying the tree canopy and by how much. This information, combined with feedback from water-sensitive paper, will improve canopy coverage and very probably improve the quality of the apple crop. Additionally, the app may lead to reduced pesticide volumes, which reduces environmental contamination and saves money.
Explore different spraying scenarios: Perhaps you’re considering a new planting and you would like to know how many tanks it would take to spray an orchard block for a given speed, or row spacing. Perhaps you are considering a sprayer with a larger tank to reduce the number of refills, or a smaller tank to prevent rutting and you want to see how that affects your spray efficiency. Maybe you’re considering decreasing your fill time by using a tender or nurse truck. Enter the parameters and see how it affects your spray day BEFORE you invest.
Create permanent spray records: The app will create a library of spray records that are emailed directly to you.
How it works
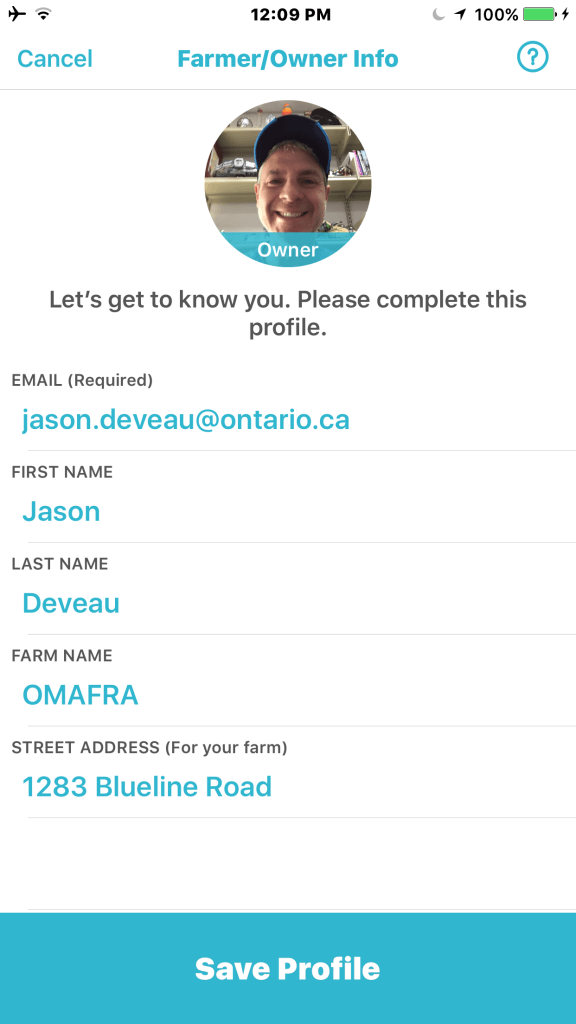
Enter Farmer/Owner information
Like any new practice, you have to put in a little time and effort to realize the full benefit of the app. Try it on a few blocks in the first year, make the changes to your spray program and review the results. As you get used to this new method for spraying, and see the improvement, you can continue to expand its use to the entire operation.
First you have to enter information about your operation. This only has to be done once.
Enter your profile information
Complete the Inventory
Information for each sprayer in your operation
Information about each sprayer operator
Information about each physiologically different orchard block (e.g. Trellised Gala on 10′ rows is quite different from mature semi-dwarf Empires)
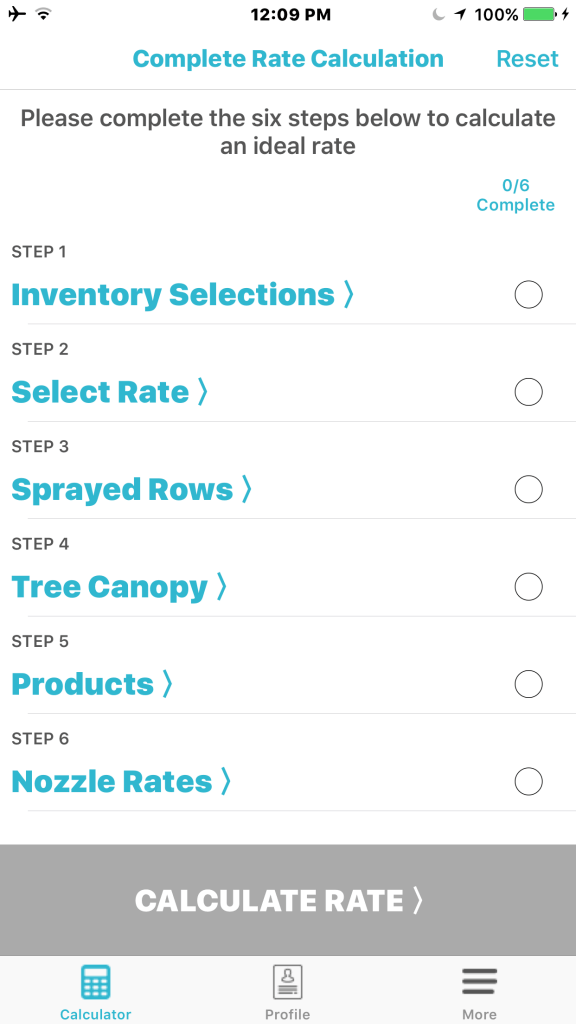
Now you are ready to calculate rates for a spray day.
Choose the Sprayer, Operator and Block from your Inventory
Decide if you want to use label-rate, or an optimized rate based on tree size
Determine if you will spray every row, or alternate rows (You cannot choose to optimize your rate AND spray alternate rows)
Select sprayer, operator and block from inventory, then enter spray-day data to calculate rate and sprayer settings.
Enter information about the tree shape and density (This accounts for pruning and time-of-season). This is mostly visual, where the user chooses from a series of pictures
Enter label rate and preferred rate for each pesticide in the spray mix
The software then lets you know how much carrier and/or pesticide can be saved if you nozzle your sprayer according to it’s prescription.
From a nozzle catalog, enter the nozzle rates for each position within 5% of OrchardMax’s prescription
The software then assembles a simple spray record, including all the rate adjustments and sprayer settings, which is emailed to you for your permanent records.
Where can I get it?
Select your operating system (images below) and you will be taken to the respective store and begin downloading. Please rate the app so we know it’s being used and can work to improve it. Please opt in to provide us with usage information so we can see how it’s being used – this is entirely private, and we will not contact you.
NOTE: These links may no longer function. Contact jason@sprayers101.com if you’d like to learn more about the model or to try the Excel version.
The OrchardMAX app was developed by AgNition Inc. with funding from Growing Forward 2.
Here’s a common situation: An orchardist following IPM identifies a pest that poses an economic threat. It’s an annual pest and spraying is really a matter of when, not if. The operation is 150 acres and runs three airblast sprayers; two have a tower and one does not. Multiple varieties are planted in several blocks on different rootstocks and they are at different stages of maturity. The newer blocks are trellised high density trees and the older blocks are semi-dwarfs on different row spacing. Let’s also imagine the pruning team hasn’t finished yet, so some trees are not pruned.
The orchardist turns to the pesticide label to decide how to spray such variable targets. It prescribes a range of doses per planted area (not canopy size), depending on the pest pressure. It advises the orchardist to use “enough water” to ensure “good coverage” without incurring “runoff”.
The orchardist recognizes that the label is vague, and elects to rely on what has worked historically: A water-soluble pouch is dropped into each tank (dose is close enough), and each sprayer operator is instructed to drive at an efficient speed (get it done because rain is coming), spraying until the tank is empty. They say that if a tank is running low before the job is done, speed up and stretch it. If the spray is overshooting a younger planting, they suggest turning off the top nozzles and/or driving faster.
Airblast operators face this situation regularly. The question is: “Is there a problem with spraying this way if it results in a respectable crop of quality fruit?” Agricultural engineers specializing in application technology in Spain, Australia, Great Britain and the United States say there is a problem, and on behalf of Canada, I completely agree with them.
Canopy and Sprayer Variability
The fundamental problem is inconsistent spray coverage and avoidable waste (of time, water and pesticide) due to variability. Our scenario notes multiple sprayer operators, different models of sprayer, and a range of varieties, orchard architectures and canopy management practices. The label does not allow for any of these factors, adhering to a rate based on planted area and remaining silent on water volume.
International peer-reviewed journal articles stretching back to the sixties have conclusively demonstrated order-of-magnitude differences in the area-density of orchard canopies from one acre to the next. There can even be fold-differences in canopy area-density in the same planting as the season progresses. A label prescribing a fixed dose based on the area planted is not appropriate for any vine, bush, cane or tree crop, and the result is that more crops are over- or under-sprayed than receive appropriate coverage.
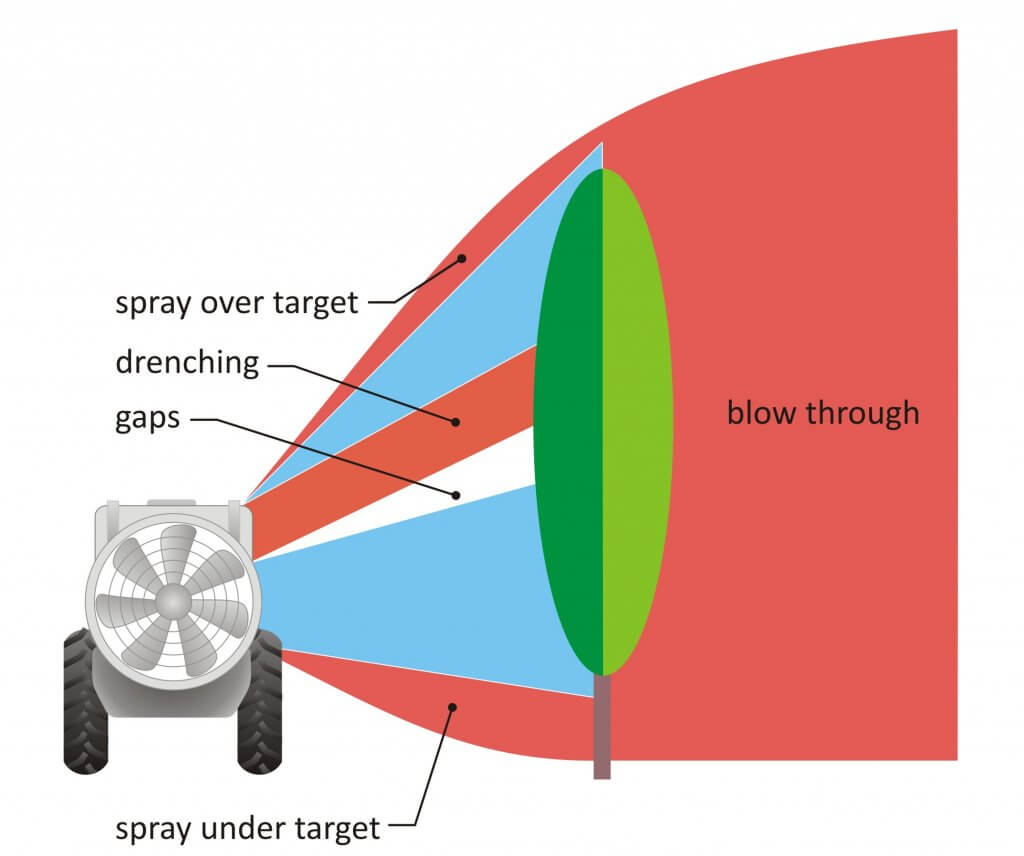
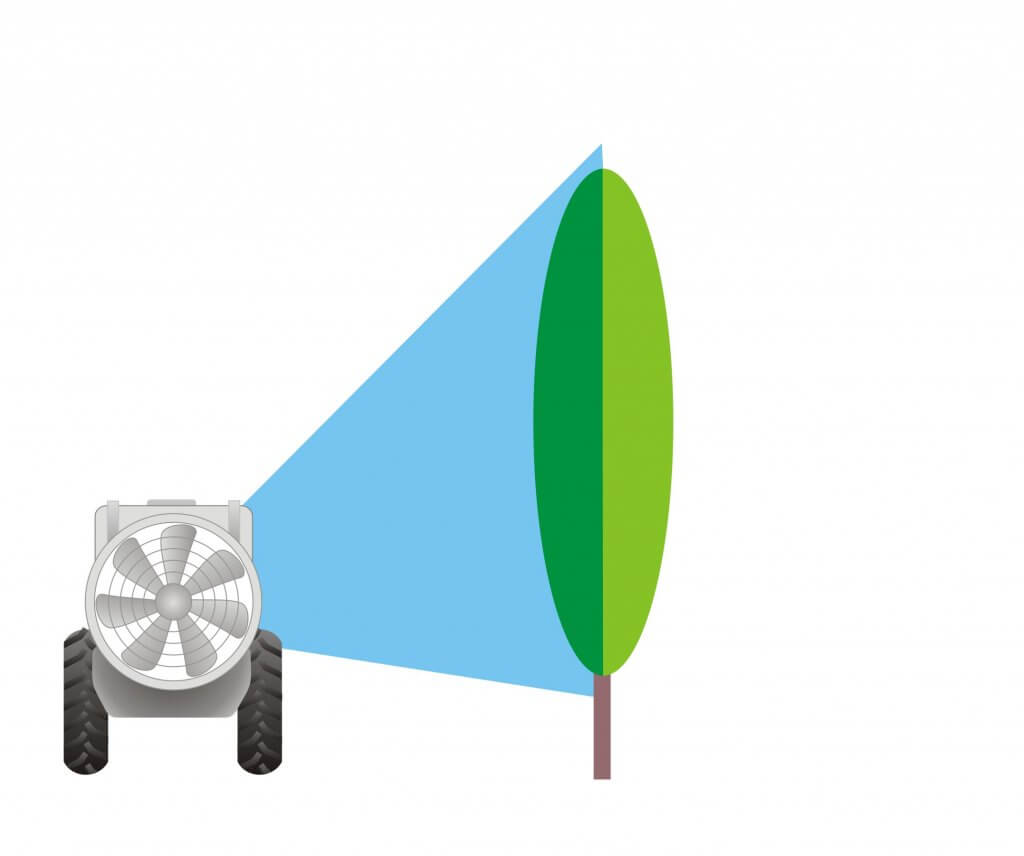
Let us not forget the variability that comes from a poorly adjusted sprayer. I won’t to attempt to quantify the impact (although some researchers have suggested order-of-magnitude differences from sprayer to sprayer). Instead, let’s illustrate it as a conceptual “before and after”:
Before: Potential spray loss and inconsistency before adjusting sprayer to match the canopyAfter: Coverage variability reduced and unnecessary waste mostly eliminated.
Beyond the immediate impact on efficiency, variability makes it difficult to diagnose pesticide effectiveness. As an example, there was a scab outbreak in Ontario in 2009 that elicited questions about timing, weather, product choice and resistance. There was very little attention given to spray coverage, which to my mind should have been the first question if only to eliminate it as a potential culprit. This is because each operation interprets labels differently, and very few confirm coverage in any quantifiable way. This practice makes it more difficult to identify a cause when crop protection fails.
Optimizing pesticide rates
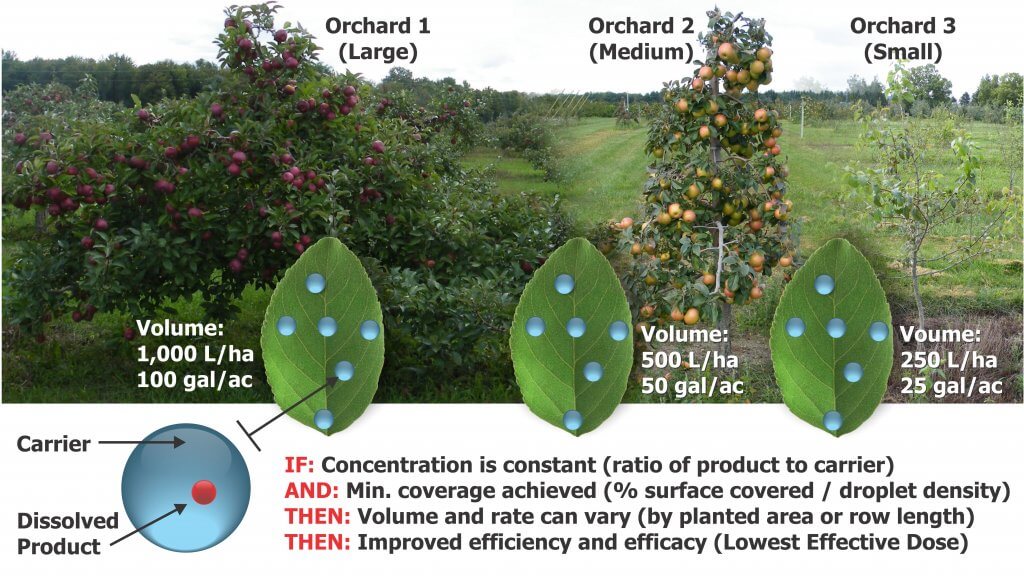
That was a lot of preamble to describe an issue that many orchardists are already aware of. What is needed is a way to adjust the amount of pesticide per unit ground area (i.e. the label’s prescription) to achieve consistent foliar coverage for canopies of varying shape and density. The concept is visualized in the following figure. In addition, the method has to be simple, intuitive and effective.
Many models have been proposed to tackle the dose expression issue, including Tree-Row Volume, Leaf Area Index, Leaf Wall Area, PACE+ and DOSAVIÑA. There are advantages and disadvantages to each method. Standing on the shoulders of giants, we combined aspects of each of these models, including incorporating coverage factor research from USDA ARS work in nurseries, to develop the Crop-Adapted Spraying (CAS) method. It is neither complicated nor sophisticated. It formalizes a series of qualitative calibration techniques and the objective is to achieve a target foliar coverage pattern. When achieved with sufficient accuracy, pesticide efficacy is maintained and waste is greatly reduced.
Caveats
Perhaps I shouldn’t point out flaws before I describe the model’s effectiveness, but it’s important to understand that CAS relies on a few critical assumptions.
The first assumption is that the sprayer operator’s typical ratio of formulated product to carrier is appropriate. We need a starting point for adjusting the amount of pesticide per unit planted area, and unless the label specifies a concentration (i.e. a ratio of formulated product to water) or a minimum amount of product per planted area, this is a reasonable starting point. The appropriateness of this assumption is evidenced by a history of satisfactory pest control in the orchard.
The second assumption lies in defining a threshold for sufficient coverage, and this is a real challenge. Applications can be concentrate or dilute. Some products translocate in the leaf or redistribute on the leaf surface while others do not. Even the droplet size employed (e.g. A mist blower’s fines compared to Medium-Coarse droplets produced by an air induction nozzle) will affect dose, bioavailability and how long residues are active. So, how does one draw a universal line in the sand and say “this much is enough”?
Our threshold for suitable foliar coverage has evolved through experience, literature review and independent experimentation in several countries and in multiple 3D cropping systems. We propose 10-15 % surface coverage and a minimum of 85 droplets per cm2on a minimum 80% of the canopy. This standard is intended to be practical, versatile and robust in order to safely represent sufficient coverage for most foliar insecticides and fungicides. It is not suitable for ultra-low volume sprayers (e.g. misters, foggers, air-shear), nor is it intended to be a rigorous, scientific absolute.
For example, a drench application, such as streptomycin or dormant oils, will obviously require more coverage. Plant growth regulators like thinners, stop-drops and foliar nutrients have their own unique criteria. Products that work through vapour redistribution (e.g. some forms of sulfur) and bio-rational products have a minimal dose threshold that must be ensured per planted area, no matter the water volume used. In these cases, Crop-Adapted Spraying may not be appropriate.
So while it is the nature of models that they may not hold in every situation, this threshold has proved successful in multiple Ontario apple (later in this article) and highbush blueberry operations.
The method
The method is a simple and iterative approach that allows growers to adjust the product rate and sprayer output in relation to canopy and sprayer effects on deposits. Follow these steps to adjust the sprayer and optimize coverage. Only do so in conditions you would normally spray in.
Step 1
The sprayer should receive all seasonal maintenance prior to first use and undergo a visual inspection before each spray day.
Step 2
Park the sprayer in an alley between rows of trees and tie 25 cm (10 in) lengths of ribbon along the air outlet. That would be the deflectors on a low profile axial sprayer, the hubs of multifan systems or the ducted outlets on towers. Turn on the air and extrapolate where the air is aimed. Adjust the air to just overshoot the top of the canopy.
Step 3
It is important that the spray slightly overshoot the canopy height. It is less important to spray the lowest point of the canopy as secondary deposition tends to provide sufficient coverage. This may change if fruit weighs down the branches. Ensuring a full swath, turn off any nozzles that are not required. For small and medium canopy sizes, consider using air-induction hollow cones in the top positions of each boom to reduce drift. You may have to increase the rate in those positions to compensate for the fact that nozzles producing larger droplets produce fewer droplets.
Step 4
Affix 25 cm (10 in) ribbons to the upwind and far side of one or more trees. At minimum, affix them at the treetop and along the widest portion of the canopy. With the tank half-full of water, drive past in the spraying gear at the ideal RPMs with the air on. A partner in the next alley should see the highest ribbon move. Ideally the other ribbons will waft as well, but in large, dense canopies they may not. In this case, ensure leaves are moving beyond the trunk. No ribbons should strain straight-out.
This will determine if more/less air is required from the airblast sprayer. The operator can change fan speed (e.g. fan gear), or adjust the sprayer’s travel speed. Lower speed causes air to go higher and deeper and vice versa. In some cases, operators can reduce fan speed by reducing the tractor PTO revolutions by gearing up and throttling down. When air is corrected, determine ground speed in the orchard using smartphone GPS app or a calibration formula.
Step 5
Place and interpret water-sensitive papers per this article. If coverage is excessive, reduce output in corresponding nozzle positions (by replacing them with lower rate nozzles). If you see less than ideal coverage, increase the nozzle rates in those positions.
Be aware that excessive coverage may be unavoidable in the outer edge of the canopy, given that spray must pass through to get to the centre. It is not unusual to see half the deposition mid-canopy when the outside is saturated. Also be aware that ambient wind speed and humidity have significant impacts on coverage. Therefore, only test coverage in conditions similar to your typical spraying conditions.
Step 6
When the canopy grows and fills in sufficiently (usually after petal fall), you may have to reassess coverage to reflect a larger, denser canopy with more surface area. Given the critical nature of early season fungicide applications, it may be preferable to have slightly excessive coverage early season and allowing it to self-correct as the season proceeds. If you are suspicious that the spray is being stretched too thin or you are unsatisfied with the coverage, increase the output.
For high density trees, there may be no need to increase output mid-season. Early in the season, wind travels relatively unimpeded in a high-density orchard and will blow spray off course, reducing coverage and requiring higher water volumes or possibly more air to compensate. As the trees fill in, the average wind speed is reduced and more spray can impact on the target.
Mixing and Work Rate
When the correct sprayer settings and volumes have been determined, the operator will mix their spray tank as they would for their typical application. The sprayer will likely cover more orchard than it has in the past, and the operator will have to re-assess how many tanks are required pre and post petal-fall. If your sprayer is employs conventional hydraulic nozzles (that is, it is not a low-volume sprayer), it is not advisable to go below 400 L/ha (~40 gpa).
This is where OrchardMAX (the free CAS calculator app) can help the operator ballpark the correct rates for each nozzle position and estimate work rate, tanks required, and any potential savings in product.
Yes. There’s an app for that.
Apple Orchard Case Study
Three Ontario apple orchards (and one Nova Scotia orchard) agreed to test the model. A block of trees was randomly selected from each operation to serve as the treatment condition. These trees received spray according to the CAS model. The rest of the orchard was sprayed according to the grower’s traditional methods. The orchards included several varieties and represented both semi-dwarf and high density plantings.
Orchard
Typical spray volume (Control)
CAS spray volume (Treatment)
% Savings
Varieties (age)
Orchard Structure
Years in study
Orchard 1
486 L/ha
373 L/ha
23%
Gala + g. Del (~10 yr old)
High density
3
Orchard 2
748 L/ha
478 L/ha &
608 L/ha = 543 L/ha
28%
Macs + Empires (~30 yr old)
Semi-dwarf
3+
Orchard 3
577 L/ha
(660 L/ha)
407 L/ha
39%
(38%)
Gala + Fuji (~20 yr old)
High density
2
Nova Scotia
544 L/ha
416 L/ha
33%
Jonogold (~10 yr old)
High density
1+
According to the model, each grower sprayed anywhere from 20-35% less per hectare in the CAS block than in their traditionally-sprayed block. In many cases, the overall canopy coverage was improved in the CAS block compared to the traditional method simply by aiming formally wasted spray into the canopy, and reducing volume in those areas that were unnecessarily drenched.
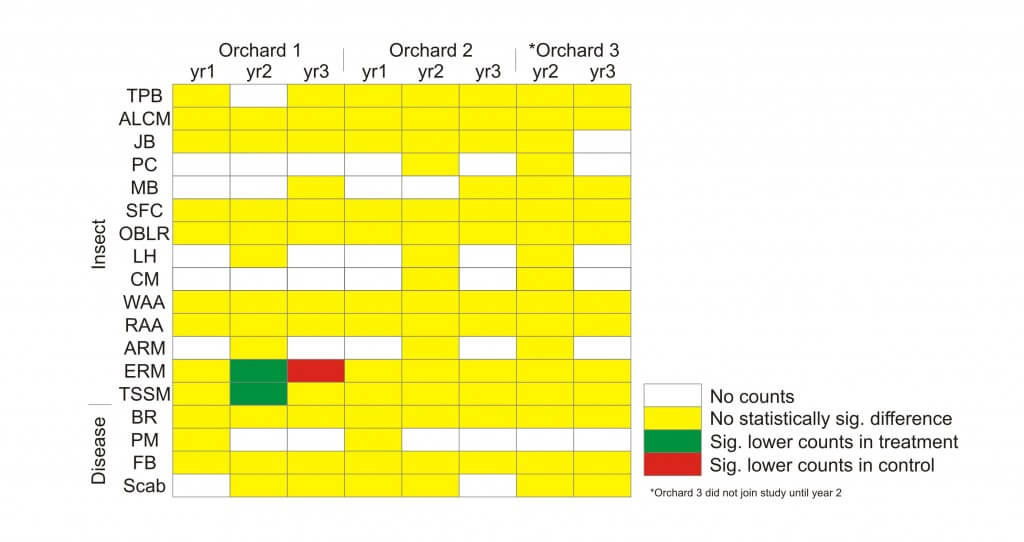
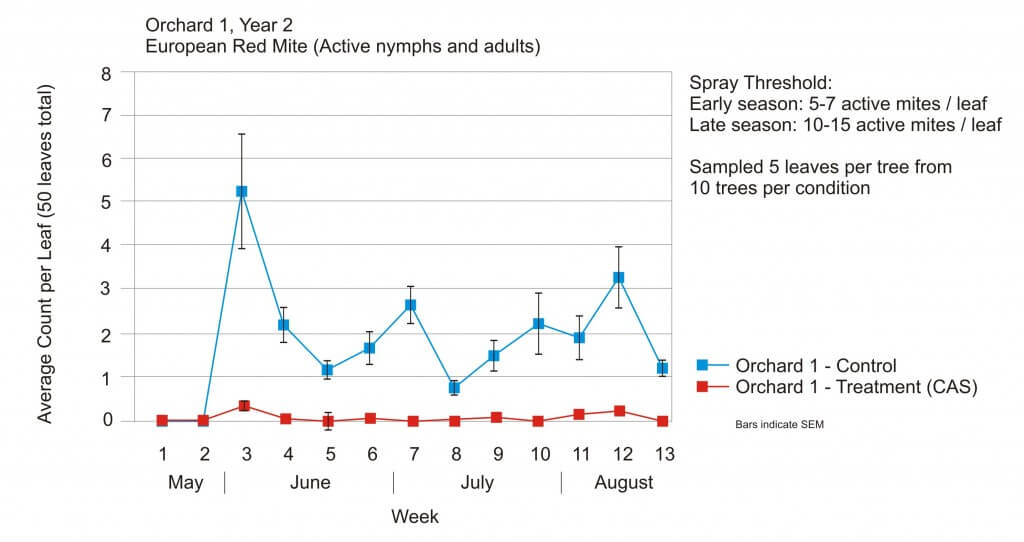
A scout was dispatched to monitor insect and disease activity each week for ~15 weeks. They observed a typical IPM scouting protocol and were not informed which block was the traditional control and which was CAS treatment. Data was transformed where appropriate for analysis of variance. In almost every case, there was no significant difference in counts between the CAS treatment and the grower’s traditionally-sprayed control (p=0.05). In those few cases where a pest had higher counts in the CAS block, the counts were so far below a spray threshold as to be insignificant.
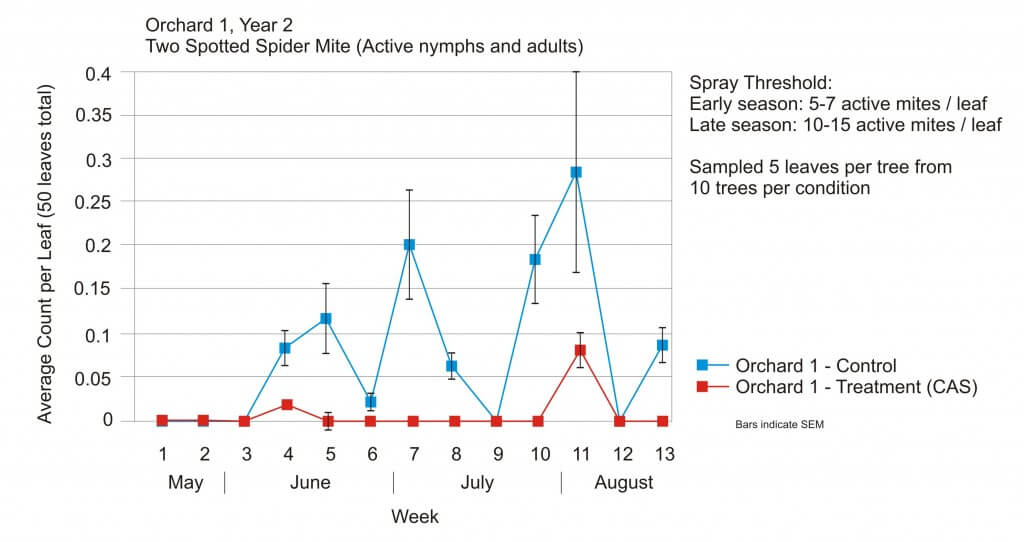
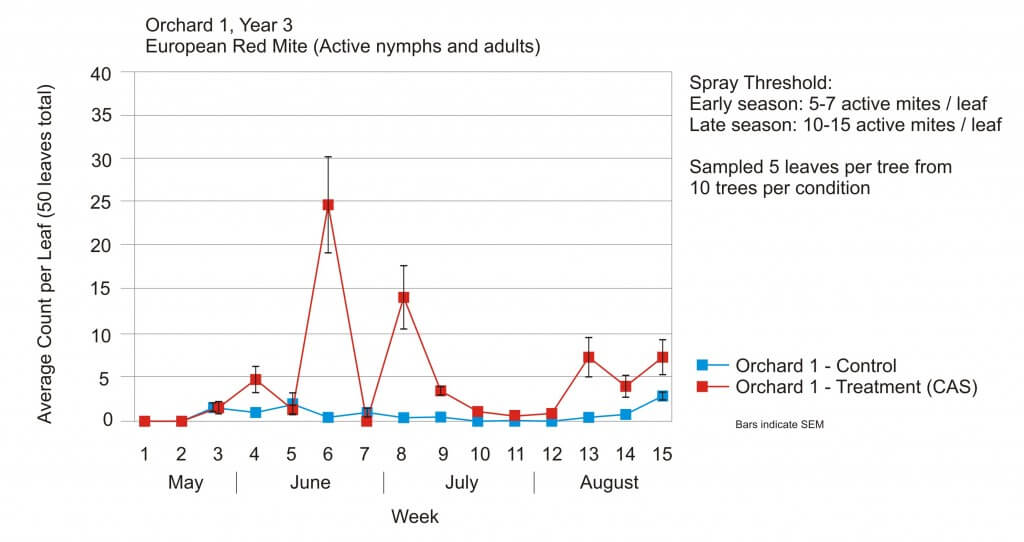
If we look more closely at the three (of 128) ANOVA comparisons of control to treatment, we see that economic thresholds are rarely an issue, and essentially, difference between control and treatment are moot.
This study was repeated over three years. Having examined the data to determine if three years of optimized doses had any effect on pest populations, results suggest no such effect.
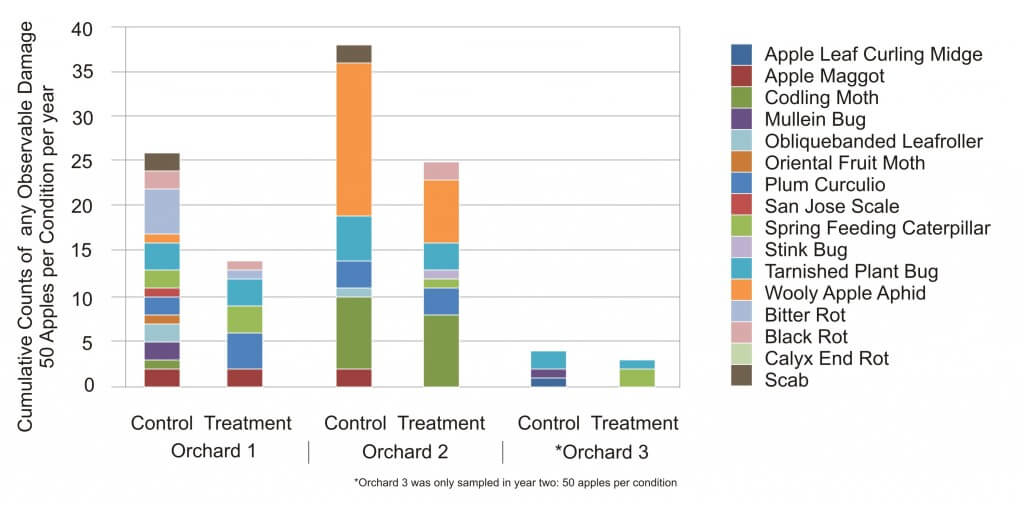
Apples were randomly sampled for destructive analysis at harvest and the total counts of any and all damage are shown below. This is simply a tally, and no statistical significance is implied. Note that Orchard 3 was only involved in the study for two years, and unfortunately a killing frost destroyed their harvest in their second year, so we didn’t have much to harvest.
An important part of knowledge transfer is whether or not growers will choose to adopt a method once the instructor is gone. By year two the biggest challenge was ensuring the orchardists in the study continued to spray the control block at their traditional volumes! They were more than willing to adopt the method wholesale and all three did so starting in 2016. Further, colleagues in Nova Scotia performed their own CAS trial for two years, and reported no significant difference in pest activity or apple quality. They accomplished this simply by following a written protocol.
The orchardist’s enthusiasm, the ability for the study to be replicated without my direct involvement, and the successful results speak to the viability of the method.
We would like to thank the researchers that developed the methods CAS is based upon, statistician Behrouz Eshani, the orchards that cooperated in the study, my OMAFRA colleagues and the OMAFRA summer students that scouted those orchards for three years.
More information
This method of application is really no more sophisticated than the pro rata practice of turning off nozzles that are aiming at the ground or above the target. It will take time for operators to get comfortable with the new volumes (and potentially reduced dosage) and regular scouting is highly encouraged to confirm they are achieving control.
The maintenance, calibration and operation of an airblast sprayer is an involved process. Collectively, the sprayer setup, weather and crop morphology all influence the coverage obtained from an application. A fundamental understanding of application technology is required before attempting to optimize dosage using the CAS method. We suggest grabbing a copy of the second edition of Airblast101 – Your Guide to Effective and Efficient Spraying. The digital version is a free download, but you can buy a hardcopy as well.
Finally, take a few minutes to watch this video by AAMS-Salvarani. In many European countries such as Belgium , France and Germany, sprayers must be calibrated regularly. While there is no mention of air speed adjustments, many of the steps in this video correspond with the airblast adjustments relating to Crop-Adapted Spraying.
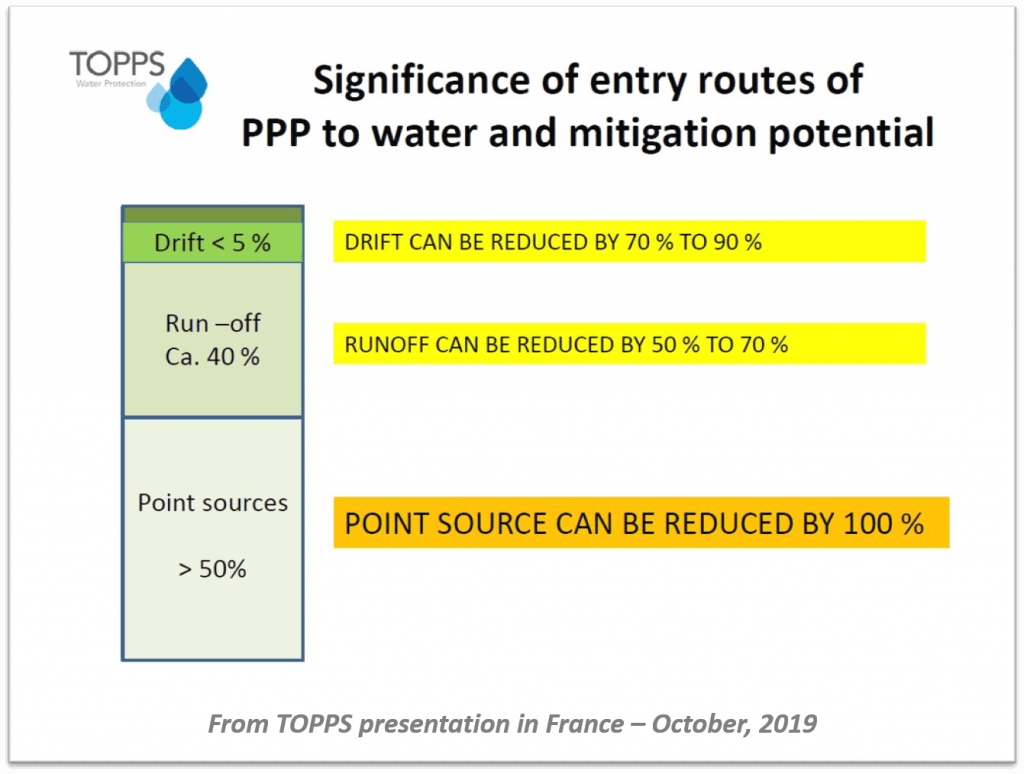
Spring always brings renewed interest in sprayer calibration. This is good, because a well-maintained and calibrated sprayer will protect crops more effectively and efficiently, as well as reduce the potential for off-target drift and point source contamination.
Presently, there is no nationally-recognized standard for sprayer calibration in either Canada or the United States. As a result there are many methods, some more stringent than others, spanning activities relating to seasonal maintenance through to precise diagnostic measurements. This means an operator can be in compliance with programs such as CanadaGAP (a food safety traceability standard for fruit and vegetables), and yet only perform the most rudimentary adjustments.
I was first made aware of “compulsory inspections” in 2009 when I started noticing certification stickers on certain European import airblast sprayers. Some Ontario tender fruit and grape growers familiar with the European standards asked why we didn’t enforce standardized calibration program as they do in Europe. I was surprised to hear a farmer ask for more paperwork, so it made me wonder, are Canada and the US overdue for a change?
All sprayers, from large, commercial field and airblast sprayers, to the more humble home-grown sprayers (see below) benefit from regular servicing and calibration. And yet, sprayer calibration in Canada and the US remains largely voluntary and highly variable depending on the size of the operation, sprayer design and the willingness/skill of the operator.
Canada and the US: Then
In the mid 1980’s, University of Nebraska engineers and Successful Farming Magazine published a study showing that un-calibrated spray applications were costing US farmers ~$1,000,000,000 per year. The article was infamously called “The Billion Dollar Blunder”. You can download the original journal article describing the survey here. It was estimated that fewer than 5% of applications were within 5% of the desired rates. Spray overlaps and poor calibration resulted in over-applications of more than 20%.
At the time it was eye-opening and received a lot of attention. In 2006 the original study was revisited (see here), and even with advances in precision application, there was a disappointing lack of improvement. Bill Casady, University of Missouri Extension agricultural engineer, estimated that if 20 minutes of calibration can save 5% on 500 acres in an application sprayed at $25/ac ($61.75/ha), then the 20 minutes of effort worked out to $1,875 / hour. Now that’s a solid return on investment!
Belgium: Then
Belgium recognized and addressed this issue more than twenty years ago. In 1995, following the lead of the Netherlands and Germany, Belgium’s Ministry of Agriculture mandated that all spraying equipment (save backpacks) be inspected every three years. At the time, other countries such as Sweden, Hungary and Austria had similar, albeit voluntary, programs.
Belgian farmers received letters asking them to make their sprayers available for testing by a Ministry-appointed institution, in locations no more than 10 kilometers from their operations. The institution’s trained technicians would subject the sprayers to a regimented, standardized inspection. When the equipment met the standard, they would receive a permit in the form of a sticker (see below) attached to the sprayer. The growers paid for this service, based in part on the size of the sprayer.
In order to introduce the process to the Belgian farmer, a short documentary was produced. If you would rather not watch the preamble explaining why the prudent use of chemistry is critical to agriculture, and get right to the sprayer inspection process, skip ahead to 3:35.
What follows is a brief outline of that 1995 process, which I’m told is similar to the process currently used in Belgium:
Administrators perform visual checks to assess the general condition of the sprayer (e.g. obvious maintenance, safety and operational issues).
Boom balance (where applicable), hinges, boom ends and boom sturdiness is checked.
Nozzle spacing and orientation of nozzle bodies is inspected.
All points of filtration are inspected.
For boom sprayers, a spray pattern distribution used to be performed, but it wasn’t diagnostic enough. Instead, a pressure gauge / nozzle combo is used in each position to check for pressure fluctuation, and to ensure each tip had a flow rate within 5% of the average and no more than 10% deviation from the manufacturer’s rate.
For airblast sprayers, the overall output of the sprayer is measured to determine nozzle wear using individual collectors clamped onto each position.
For sprayers with rate controllers, calibrated collection bags are attached to a few nozzles and the sprayer drives a 100 metre course while spraying. The actual output is compared to the expected.
Finally, the farmer receives a report outlining issues that need to be remedied before the sprayer is certified.
SPISE: Today
Today, collaborating European countries are members of SPISE – Standardized Procedure for the Inspection of Sprayers in Europe. Established in 2004 by founding members from Belgium, France, Germany, Italy and the Netherlands, the SPISE Working Group aims to “further the harmonization and mutual acceptance of equipment inspections”. They also work to continually improve the inspection / calibration process.
Their website hosts a number of sprayer-related resources, but the SPICE Advice handbooks are perhaps most valuable to the sprayer operator. Click either image below to download them as PDF for airblast or field sprayers:
This more current video by AAMS-Salvarani goes though the inspection and adjustment process for airblast sprayers. While there is no mention of air speed adjustments, many of the steps in this video correspond with the airblast adjustments relating to Crop-Adapted Spraying which has proven very successful in Canada.
Canada and the US: Tomorrow
Regular, third-party mediated inspections offer many potential benefits to the average operator. But, in order to realize gains in crop protection and environmental stewardship, perhaps there are two programs required: One to certify the sprayer and the other to certify the sprayer operator.
A sprayer inspection program would focus on sprayer maintenance rather than calibration. Maintenance occurs at regular intervals to ensure spray equipment is operating optimally. Calibration is an ongoing process intended to match the sprayer to the conditions in which it’s operating, and that requires an educated sprayer operator.
Sprayer operator education programs such as Ontario’s Grower Pesticide Safety Course, or Penn State’s Pesticide Applicator Certification Course already exist, but they are not offered in every state or province, and they are often voluntary or perhaps specific to a particular expertise (e.g. not applying to custom applicators or airblast operators).
They could start as voluntary, pay-for-service pilot programs to see if operators appreciate how much better their sprayers are functioning, and to quantify how much waste is been reduced. They wouldn’t necessarily have to be government-run; Industry or Academia may be better conduits. So, what would be required to develop and implement these two programs?
We would need to agree on a robust and generic sprayer inspection protocol. We have several European examples to draw on.
We would need to agree on the minimal content for a sprayer operator course. Again, we have many to draw on, with the obvious understanding that the core curriculum would be amended to reflect various state and provincial requirements.
We would need a trained, third-party organization to take responsibility for overseeing and implementing the two programs.
And, of course, we would need the funds to initiate both programs before they would eventually become self-sustaining.
So, are we dreaming in Technicolor? If responses to this article are any indication, there are those in western society that lash out at the idea of mandatory requirements. But there are supporters, too. Maybe we can learn from those European countries that have been doing this for more than 20 years.
Thanks to Jan Langenakens of aams for reviewing this article, and providing the videos.
This is part two of a two part article on how to optimize the match between the sprayer air and the target canopy. You can find the first part here. For a more fulsome description of the process, consult chapters 3, 9, 10, and 11 of Airblast101.
A close up of an airblast gear box. There are usually two options – high or low.
Evaluating air energy – Ribbon test part 2
Air behaviour can change radically between stationary operation and driving. We learned in part one of this article that slower travel speeds increase the throw and the spray height. The simplest way to monitor where air is going is for a partner to watch the leaves in the target canopy. Leaves that are ruffling indicate that air is reaching them.
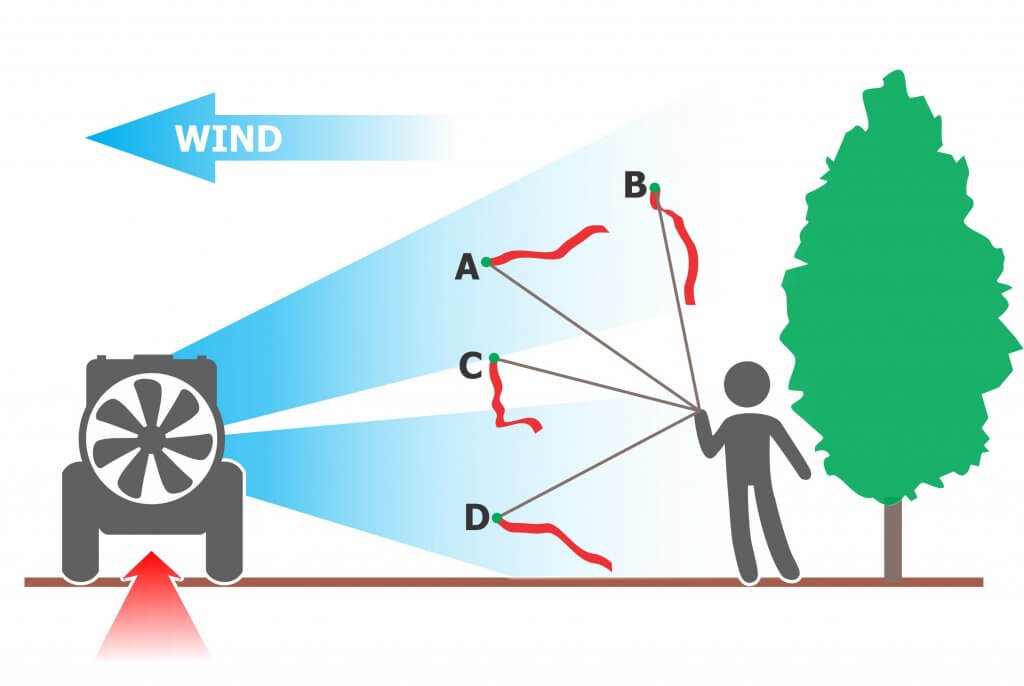
A more informative method, and one that works during dormancy, requires a length of flagging tape tied to the end of a long stick. The partner (wearing eye and ear protection) can move the ribbon around in the air wash, extending it into areas of interest. The ribbon’s behaviour will indicate gaps, the air angle and relative air energy. The ribbon can be interpreted using the following figure.
Work with the sprayer oriented to blow into any crosswind. Extend the ribbon into the sprayer air while the sprayer is stationary, or preferably, while driving. The ribbon’s behaviour will show what you couldn’t otherwise see. Here are a few possible outcomes: A. The angle and air energy are appropriate while the sprayer is stationary. B. The air energy is not sufficient to reach the tree top when the sprayer is driving. C. Obstructions or deflector misalignment can create gaps. D. Air is angled too low for the target canopy.
Evaluating canopy penetration – Ribbon test part 3
This final diagnostic accounts for the influence of any intervening canopy (or canopies for multiple-row strategies). It confirms that the air energy has the potential to carry droplets the full extent of the swath. Evaluating one side will give you a lot of insight but if you have the time it’s better to do both sides. Since most sprayers have at least some imbalance in air handling, the results may surprise you.
Choose a canopy that is upwind and on the lift side of the sprayer (if applicable).
Move the sprayer a distance into the row to allow it to reach target speed and to avoid wind effects on the periphery.
Attach 25 cm (10 in.) lengths of flagging tape on the far side of the target canopy. Do this at the top, middle and bottom of the canopy. In tall canopies this might require a ladder, telescoping pole, or sections of galvanized pipe to raise the ribbons.
With deflectors/spray outlets adjusted and the desired fan gear (or fan speed) selected, start the air without spraying and bring the sprayer up to the target travel speed. A partner wearing eye and ear protection will stand in the next alley and observe the ribbons as the sprayer passes (preferably recording a video for the operator).
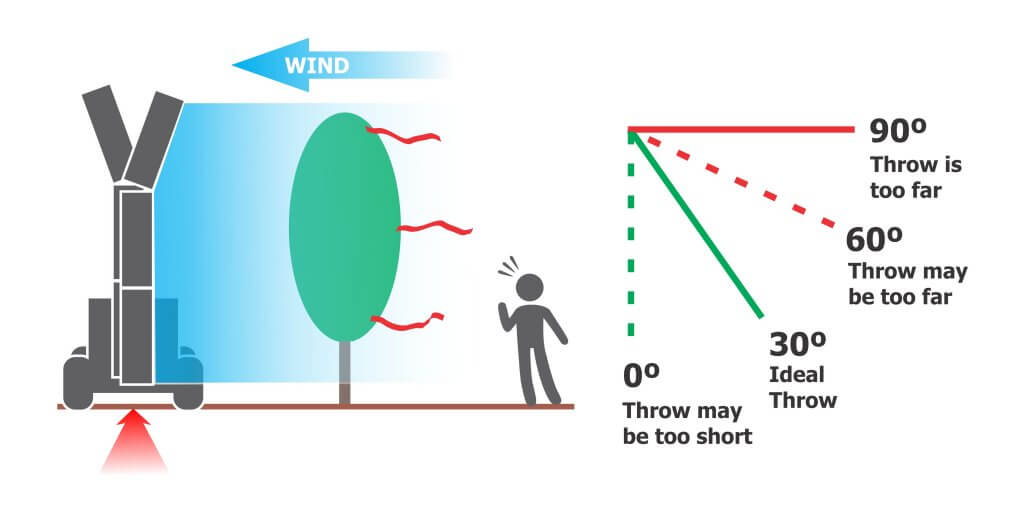
Three ribbons are positioned on the far side of the upwind target canopy. In this case, an every-row traffic pattern is depicted. The observer watches or records the ribbons as the sprayer drives past with the air on (not the spray). For an every-row traffic pattern, the air energy is too high if the ribbon strains at 90⁰. It is ideal for the ribbon to briefly flutter (0⁰-60⁰). If the ribbon does not move (0⁰), the air energy may still be sufficient as long as it penetrates to the centre of the canopy. This is often the case with particularly dense/wide trees like nuts and citrus.Tying ribbons on the up-wind side in an apple orchard just past green-tip. The red vest has lots of pockets to hold supplies and sprayer operators can see it clearly for safety. The Hawaiian shirt is because it was a Friday.
Repeat this process this for EACH significantly different crop sprayed with the sprayer. As with air direction settings, multiple set-ups might be needed to reflect each block, or you might choose to group of similarly-sized blocks and calibrate air to the worst case scenario. Record the set-up for each sprayer/block combination and keep a copy in the tractor cab(s).
Interpreting the ribbon tests
Interpreting the ribbons is not always straightforward. When they don’t behave as anticipated they may be indicating one or more of the following problems:
The air angle is incorrect.
The air energy is too low.
The air energy is too high.
There might be a single cause or several contributing factors. As you diagnose and attempt to correct these problems be aware that addressing one may create others. If the problem cannot be corrected, the sprayer configuration (or design) may be inappropriate for the canopy or the environmental conditions.
Ribbons that don’t point from the sprayer to the canopy may indicate a misalignment of spray outlets or deflectors. The bottom of the air should align with the bottom of the target. More critically, the top of the air should slightly overshoot the top of the target. We want to avoid spray drift, but we must account for wind speed increasing with height and vertical booms that rock on uneven alleys. If the spray does not slightly overshoot the top of the target, it may miss it entirely.
Adjusting horizontal alignment, when possible, can significantly impact sprayer performance. It can be tricky to optimize the angle because it represents the sum of several complicated interactions. Air outlets on wrap-around sprayers may be positioned too close to the target canopy to permit a ribbon test. However, you can still use the ribbon-on-a-stick technique to visualize how the air is behaving. Consider the following when positioning air outlets on either side of a canopy:
Unresponsive ribbons are often observed during a ribbon test. Depending on where the ribbon is located, this may or may not indicate a problem. Ideally, the top ribbon should always move in response to sprayer air. In larger canopies, this location represents the greatest distance sprayer air must travel and the highest wind speed it will encounter. The middle and bottom ribbons may or may not move in response to sprayer air. This is common in larger, denser canopies. To confirm this, an observer would have to stand at the trunk and watch the leaves rather than the ribbons.
Shingling and canopy distortion
When possible, do not position laminar air outlets in direct opposition. The convergence creates a high pressure zone that reduces spray penetration. Laminar flows will deflect unpredictably around this pressurized area and carry droplets back out of the canopy. Unless the canopy is narrow and sparse, turbulent air handling systems do not typically create this problem. In both cases, canopy penetration is improved when fans are staggered and/or are angled slightly forward or backward.
When too much air is vectored directly at the canopy face, it may close and compress that canopy rather than penetrate it. This is more likely when air is high energy, has a narrow air wash or is more laminar in nature. When leaves shingle, the overlap blocks spray and creates resistance to sprayer air. Air will then take the path of least resistance and either deflect around the canopy or channel through any openings. Shingling can be corrected by angling air outlets slightly forward or backward. A little goes a long way as small changes can have big effects.
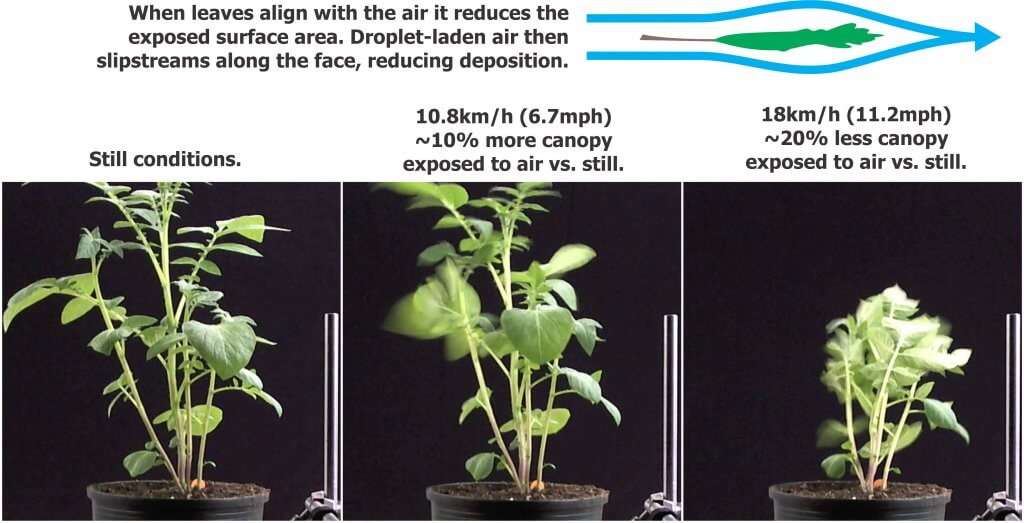
Dr. Bernard Panneton (formally with the Horticultural R&D Centre, Agriculture and Agri-Food Canada) performed a series of experiments exploring the relationship between potato canopies and wind and his observations extend to all broad leaf crops. Bernard showed that as wind speed increased, the percent of leaf surface area exposed to spray also increased, but only to a point. If the wind got too fast, the percent of leaf surface exposed to spray dropped significantly: ~20% less!
His interpretation was that low to moderate air speeds just ruffled the leaves, exposing their broad surfaces to spray more consistently. When air speed became excessive, leaves and twigs aligned with the wind, exposing only their thin edge to spray. The take home lesson is that spray will be more likely to impinge on all target surfaces when air speed and volume are calibrated correctly.
Bernard summed this article up succinctly: “More air is not better!”
Potato canopy distortion in an air tunnel. Research by Dr. B. Panneton.
Video summary
We’ll finish the article with a light-hearted video describing how the process works. It doesn’t explore the second ribbon test, but that’s more of a concern with distant targets or alternate row spraying strategies where the sprayer must penetrate one or more canopies in a single pass.
This is part one of a two part article on how to optimize the match between the sprayer air and the target canopy. For a more fulsome description of the process, consult chapters 3, 9, 10, and 11 of Airblast101.
Why is air so important?
Air handling is the most important and least understood mechanical system on a sprayer. Most air-assisted sprayers for three-dimensional perennial crops produce droplets that are Medium or smaller according to the ASABE S572.3 droplet size classification standard. These small droplets have very little mass relative to their surface area, so they don’t have much kinetic energy. Without air to impart speed and direction, most droplets would never go where we want them to. In addition, air opens and moves a canopy, exposing otherwise hidden surfaces to the droplets it’s carrying.
Imagine throwing a feather. Now imagine throwing it as hard as you can. It may travel a little farther, but not much relative to the extra effort. Even then, an errant gust of wind might change its direction entirely. Similarly, we cannot rely on hydraulic pressure to propel small droplets. This is the primary reason for the “air” in air-assist spraying.
Air-assist spraying attempts to replace the empty air within a canopy with droplet-laden air (and then get it to stay there). If we don’t have enough air energy, we won’t displace enough empty air and the throw will fall short. Likewise, if we have too much air energy, the throw will extend beyond the the target, wasting spray and likely compromising coverage. Ultimately, we want the air to expend all its energy, spreading, stalling and depositing droplets inside the target canopy.
Travel speed
Travel speed can have a significant impact on work rate. However, the effect of travel speed on air behaviour (and ultimately coverage) should be the sprayer operator’s primary concern. There will always be a trade-off between travel speed, coverage and work rate. Travel speed is the first and easiest adjustment to throw, spray height and canopy penetration. Just as travel speed modifies the liquid rate per row, it also modifies air energy per row.
Environmental and canopy conditions
Whenever calibrating or adjusting a sprayer, it is critical to do so in the crop, in environmental conditions you would typically spray in. You would not expect a sprayer to achieve the same results in high winds in a dormant vineyard as it would in calm conditions in a mature citrus orchard.
I recommend using a handheld weather meter because local weather reports often don’t match the conditions in the planting. For temperature and relative humidity, take readings in the shade. For wind conditions, face into the prevailing wind and hold the meter as high as you can. Wind speed increases with height and we want to evaluate the most challenging part of the target – the top third of the canopy.
Evaluating vertical air angles – Ribbon test part 1
The air angle (or direction relative to the target) is the first concern. Research has shown that low profile radial airblast sprayers without effective straightening vanes or deflectors make the air go up on one side and down on the other. In extreme situations, this might compromise the spray job (e.g. miss the lower portion of the target on one side of the sprayer) or it might simply waste spray and stir up debris. Here’s how you can see if this is happening on your sprayer:
Park the sprayer in an alley between the rows.
Affix 25 cm (10 in.) lengths of tape along the air outlets. Tie them to nozzle bodies or use duct tape to position them so that they stand out in the sprayer-generated air.
Bring the fan(s) up to the desired speed but do not spray. Stand back behind the sprayer and use the ribbons to extrapolate the air angle relative to the target canopy. Look for asymmetries and wasted air (i.e. angled above the canopy or into the ground.)
The ribbons on the LPR sprayer in this photo are twice as long as they should be, but fortunately it was a calm day. Note the angles of the lower ribbons compared to the “ideal” broken white lines. The asymmetry corresponds to the misaligned bottom right deflector. Observe the ribbons while adjusting deflector positions. Any ribbons above the upper broken white lines indicate wasted air energy (and likely spray). Large upper deflectors, positioned horizontally, would reclaim wasted air and focus it into the crop.
By observing the ribbons, you can extrapolate where deflectors or fan heads should be aimed. Air should be adjusted to slightly over- and under-shoot the target canopy. For ducted outlets, such as low profile Turbomist sprayers, the air outlet is not a uniform width – it’s widest about half-way down. Using ribbons to extrapolate air direction, aim the widest part of the outlet at the densest part of the canopy. This automatically repositions the booms as well, facilitating the next calibration step where we turn off nozzles that will significantly over- or under-shoot the target. This is discussed in another article.
Using a piece of scrap wood with a ribbon on the end to demonstrate how deflectors would channel air on an Economist airblast sprayer. Once convinced, this grower fabricated and installed deflectors and has been very pleased with their performance.When repositioning the air outlets on a Turbomist with no towers, aim the widest part of the outlet towards the densest part of the canopy, then turn off unneeded nozzles. Lubricate the nuts and bolts that hold the outlet bands tight.
Video Extras
These videos are a bit long-in-the-tooth now, but the concepts are still sound. If you hear anything in the videos that contradicts what’s written in the article, go with the article. Live and learn. Thanks to Penn State, the University of New Hampshire and Chazzbo Media for producing these 2014 videos.