
- PWM pulsing can eliminate nozzle overlap, creating diagonal skip patterns when frequency and duty cycle combinations fail to maintain continuous coverage.
- Avoid low duty cycles under 60 percent, pressures below 35 PSI, low booms, narrow fan angles, coarse droplets, and excessive speed to reduce skips.
- Dose-sensitive products like plant growth regulators can show visible skips even without yield loss; be cautious with fungicide or insecticide misses.
This text was generated by OpenAI GPT 5 Mini
Does this sound familiar?
“This year was the first year we used a growth regulator on our wheat. After heading, we noticed a wavy pattern of different plant heights between 30 and 45° to the operating direction. It was only a couple inches difference and was difficult to photograph. We sprayed 12 gpa at 9 mph using TT11005 nozzles alternating forward and back at 35 psi and a 70% duty cycle. I’ve talked to other operators in Canada and in Europe and several customers have reported seeing this pattern, no matter which model of PWM sprayer. What’s happening?”

The pulse width modulation is very likely responsible for the waves. We have a number of articles describing how PWM works, but here’s a brief recap of the relevant bits.
A solenoid intermittently interrupts nozzle flow with a frequency between 10 and 100 times per second (depending on manufacturer). The proportion of the time the nozzle remains open is called the Duty Cycle. Each nozzle is linked to the neighbouring nozzles so that when one pulses on, the neighbour pulses off. So although you may only have half the nozzles spraying at any moment in time, sufficient overlap ensures there are no gaps in the pattern.
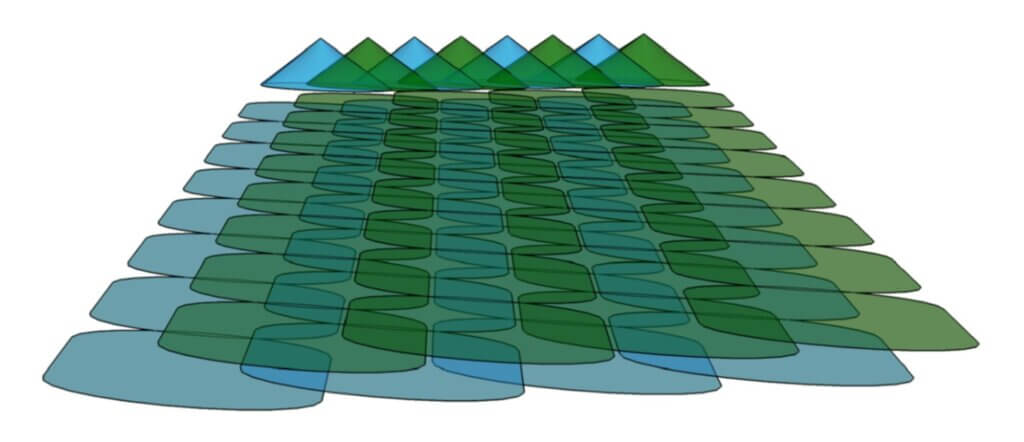
However, depending on the combination of frequency and duty cycle, it is possible to lose that overlap between nozzles. This can cause a checkerboard pattern that appears to repeat in a diagonal line. The following two images are from www.Capstanag.com and they illustrate an ideal overlapping pattern and a pattern that creates skips.
We can also sometimes see skips on the outer edges of sharp turns. In that case the outer boom section can be travelling two or three times as fast as the cab. In a conventional system, this would produce under-dosing in the outer region and over-dosing closer to the cab.
Some degree of skipping may be more common than we realize. It’s only when we spray products that produce obvious visual symptoms at low doses that we can see a biological response. In the case of plant growth modifiers used to prevent lodging in cereals, we have a perfect storm situation. A region of reduced spray overlap, applied at a time when the crop is elongating rapidly, perhaps on rolling ground from an unstable boom height, can all conspire to create regions of reduced dose with striking visual symptoms.
The following list describes conditions that can increase the potential for skips, and what you can do to avoid them.
- Low duty cycles. Cycles less than 60% should be avoided.
- Fast travel speeds. Faster speeds may help blend the spray in the swath a little, but too fast can create gaps and increase drift potential. At high travel speeds the system is usually operating at a high duty cycle unless an especially large nozzle size has been selected. Ideally, we want to run the duty cycle at 60-80%, but there are always exceptions. For example, according to Wilger, 90-92% is fine when you run at 20 gal/ac with their “15 gal tips”.
- Low booms. The lower the boom, the less overlap. Raising the boom to 24″ above the crop may help, but beware of drift.
- Narrow fan angles. Nozzle angles less than 110° reduce the degree of overlap and are less forgiving if the distance between nozzle and target decreases.
- Low pressure. Avoid operating at pressures below 35 PSI. Due to pressure drop at the solenoid, 40 PSI on the monitor might mean 28 PSI at the nozzle. Some nozzle tables account for solenoid-induced pressure drop and some do not. Low pressure may be insufficient to establish the full 110° pattern, and the resulting marginal overlap not only means inconsistent dose, but inconsistent droplet size because droplets are coarsest at the edge of the pattern. And, if that’s not already enough, note that air induction nozzles intended for use with PWM tend to create messy patterns at low pressures and low duty cycles.
- Especially coarse spray quality. Unless the label requires it, consider using spray qualities no larger than Very Coarse, particularly at low volumes. PWM frees the operator to use pressure independent of rate, so you may be able to accomplish this without swapping nozzles.
- Products that are highly dose-dependent. This one is likely unavoidable, but be aware they are the products most likely to produce obvious visual symptoms. In the case of PGR’s, we have not (yet?) seen any evidence that skips translate to reduced yield. Weed misses or sub-lethal doses of fungicide or insecticide might be another matter.